规模化猪场沼气池设计与运行管理
发布: 2012-12-06 | 作者: | 来源: 猪场动力网
1、概述
伴随着我国畜禽养殖业的快速发展,产生了大量的畜禽养殖废弃物。专家预计,2010年我国产生的畜禽养殖业污染物产量将达到45亿t。如此大规模的废弃物排放,如果得不到妥善的处理将极大地污染大气和水体环境。由于畜禽养殖业的利润较低,养殖企业无法承受污染物工业化处理模式的高额运行费用,因此,绝大多数养殖企业都选用运行费用较低的“厌氧消化(沼气发酵)+氧化塘”工艺或“厌氧消化+沼液综合利用”工艺对养殖废水进行处理。近年来,养殖企业新建了大批的沼气工程,很好地解决了我国畜禽养殖业的环境污染问题,同时回收了清洁能源一沼气。沼气池作为规模化猪场粪污处理的关键构筑物,其设计的优劣直接决定了污染物治理的效果,下面介绍几种应用较广的沼气池的设计与管理,供大家参考。
2、沼气池的设计
2.1工艺流程 规模化猪场废水中有机物含量高,可生化性好,适合采用厌氧消化工艺进行处理。我国大部分养殖企业废水处理选用“厌氧消化+氧化塘”或者“厌氧消化+沼液综合利用”工艺,工艺流程图见图1。
为减轻废水处理下艺的负荷,建议各养殖企业在养殖场所可选用于清粪工艺,将收集的干粪进行堆肥处理,减少废水的产生量。干湿分离后的废水经格栅,调节沉淀池后进入沼气发酵池进行发酵处理,产生的沼气储存在储气柜内,经脱硫处理后用于生产和生活供热。沼液的处理一般选用运行费用较低的氧化塘技术,或者作为肥料应用于农田、果园中。厌氧污泥(沼渣)通过污泥浓缩后与干粪一起做堆肥处理。
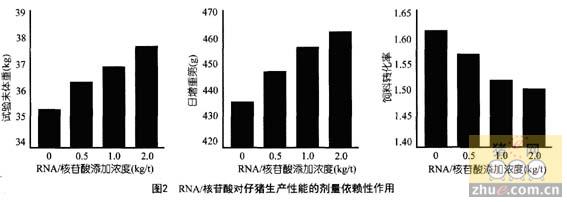
2.2沼气池的类型 沼气池作为猪场废水处理的关键构筑物,是一种典型的厌氧反应器,其发展大致经历了3个阶段。第一代沼气池主要为普通的水压式沼气池(图2所示)。
由于无法将污泥停留时间和水力停留时间分离,无法给甲烷菌提供良好的生长条件,只能依靠增大反心器的容积来提高污泥的停留时间,因此只适应生产规模较小的养殖场。第1代沼气池主要有上流式厌氧污泥床反应器(UASB,图3所示),它实现了污泥停留时间和水力停留时间的分离,使污泥停留时间可以长达上百天而水力停留时间可以缩短至儿小时,因此大大提高反应器的负荷,从而缩小了反应器的容积,可用于大型养殖企业的污水处理。第三代沼气池主要是在第二代沼气池的基础上经过进一步的改进形成的,经过改进后的第三代反应器使废水和反应器内的污泥更加充分的接触,进一步缩短了水力停留时问,使反应器的占地面积更小,处理负荷更高。应用较为广泛的第三代沼气池主要是厌氧内循环反应器(IC,图4所示)。
[1] [2] 下一页